*
 Having ditched the idea of a simple, bolt-together mounting I spent the day on the lathe turning a big lump of aluminium. I just happened to have a suitable 'slice' of the 7" diameter bar of about the correct depth just asking to be used for something.
Having ditched the idea of a simple, bolt-together mounting I spent the day on the lathe turning a big lump of aluminium. I just happened to have a suitable 'slice' of the 7" diameter bar of about the correct depth just asking to be used for something.This cylinder will sit on top of the Polar Axis shaft to act as connector and a reinforcing disk [or plate] bearing. With the Tollok locking bush hidden inside the cylinder holding everything together.
When the 10 screws are tightened, two steel cones are drawn into each other. The outer cone expands as the inner one contracts. So the large lump of aluminium is gripped firmly from the inside. While the stainless steel polar axis shaft is simultaneously gripped equally firmly by the inside of the Tollok bush.
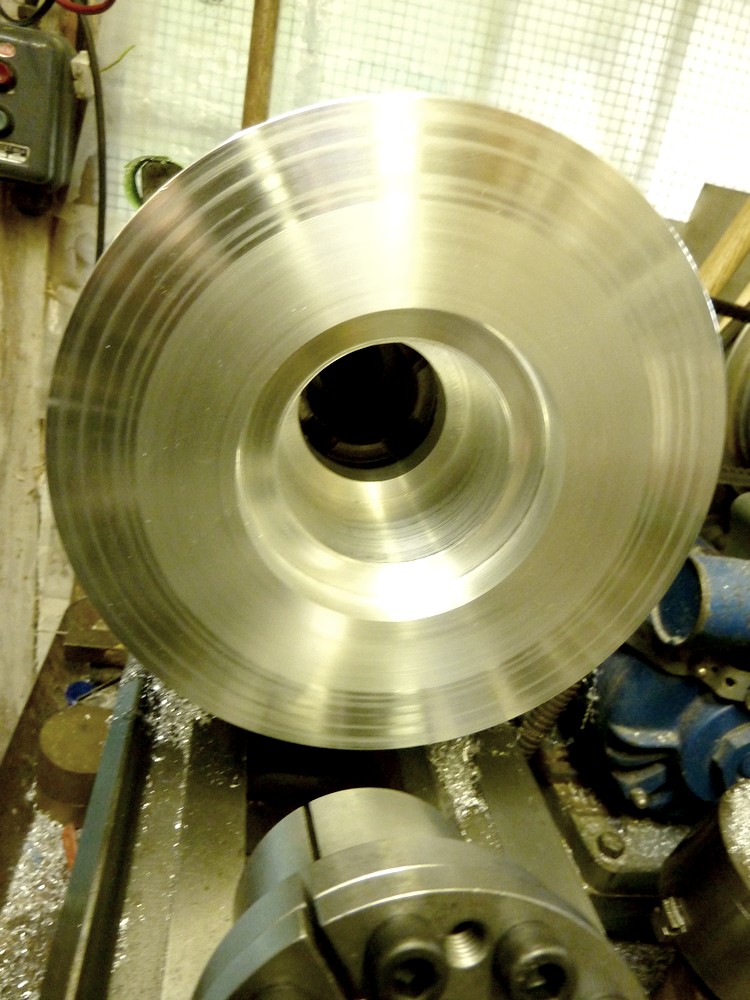 Turning the aluminium was a fairly slow process. It was at the limit of my 9"x18" lathe using the 4-jaw chuck. The surface finish is crap in places due to material build up on the tool tip. I need to grind a new tool to make a better job the surface finish. The ceramic insert bits I tried were unsuitable for aluminium. I ended up using a long boring bar with a ground tool tip for most of the day. Even using it to turn the outside of the cylinder. Nothing else would reach around the sides. The tool post collided with the face of big lump if I tried to get it to pass beside the big cylinder.
Turning the aluminium was a fairly slow process. It was at the limit of my 9"x18" lathe using the 4-jaw chuck. The surface finish is crap in places due to material build up on the tool tip. I need to grind a new tool to make a better job the surface finish. The ceramic insert bits I tried were unsuitable for aluminium. I ended up using a long boring bar with a ground tool tip for most of the day. Even using it to turn the outside of the cylinder. Nothing else would reach around the sides. The tool post collided with the face of big lump if I tried to get it to pass beside the big cylinder.At the very end of the day I tried a spray of penetrating oil as a cutting lubricant but it didn't do much except for the polished tracks on the outer front face. Not pretty. I am highly allergic to WD40 which I have seen mentioned online as a cutting fluid for aluminium. WD40 brings on a severe asthma attack and I have never had asthma!
I was using my slowest direct drive speed to put it in the middle of the suggested cutting speed in Fpm. Experimentally increasing the speed just caused more buildup on the tip of the tool.

At present the bush sits deep enough to bring the bush's second [expansion] flange slightly below flush with the cylinder face. I could continue deepening the two steps of the cylinder bore until the flange with the screw heads becomes flush. The cylinder would then be of the same overall depth as the Tollok bush. Which would reduce the cantilever of the Dec axis to the minimum. There is still a little depth of material [12mm, ½"] left at the rear where I originally through-bored at 50mm to match the PA shaft.

Now I will have to find a longer length of tool bit to fit the boring bar to tidy up the appearance. I inherited a tiny length with the boring bar. I have just read of kerosene being used as a lubricant. I think this is known as paraffin in the UK. Domestic heating or lamp oil is the same stuff. I'll give that a try. With my slowest feed it is taking half an hour per finishing cut across the 7" face! Odour-free, lamp oil certainly helped the finish but the tool still needed to be sharp with no chatter. Not easy to achieve with such a long overhang of boring bar.
Click on any image for an enlargement.
*
No comments:
Post a Comment