*

The ss washers were turned to the perfect size in the lathe to just clear each other without overlapping or gaps. Some small flats had to be ground to clear the alloy channel to left and right.
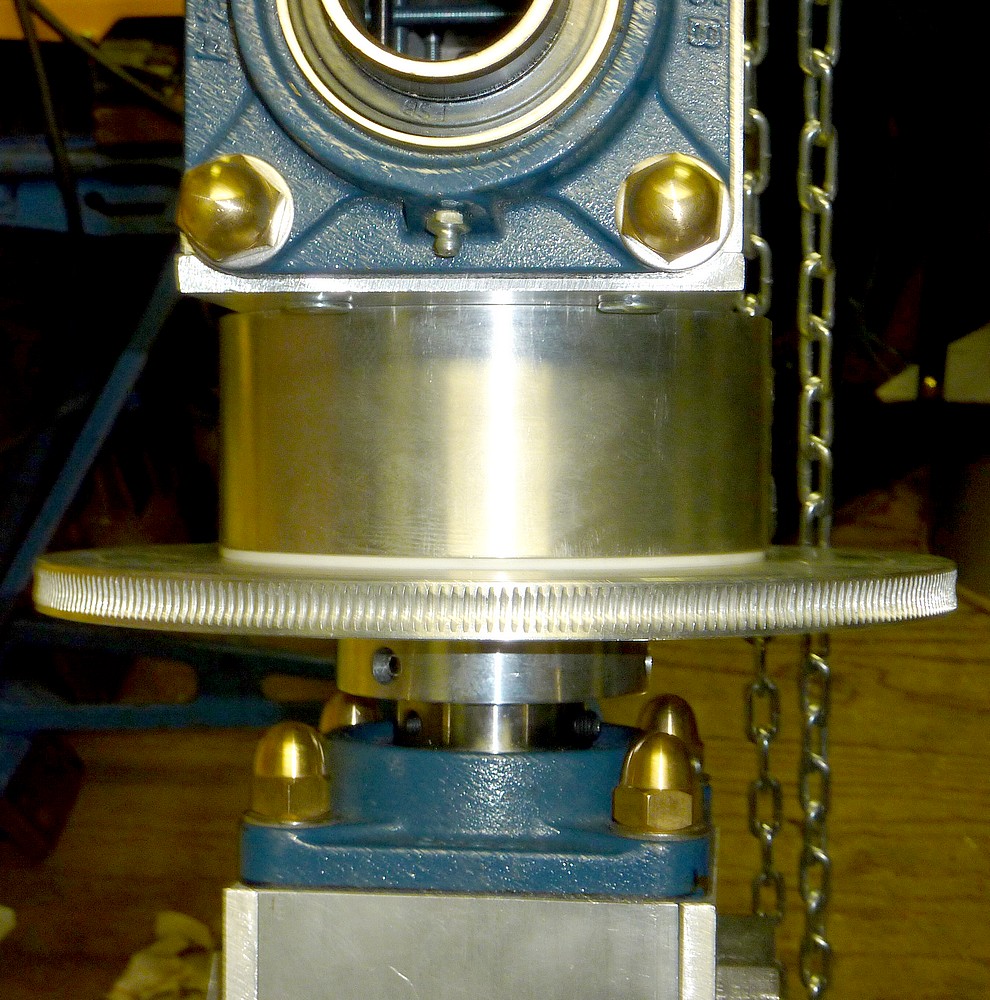
The wide spread of load distribution when the ten screws are all torqued to spec should provide a very "stiff" joint between the Dec. shaft and saddle. The view hole is to ensure the saddle is pressed against the end of the Dec. shaft.

Oversized, stainless steel, coachwork washers bored out in the lathe to suit the 16mm studs in the bearing housings.
Quite a number can be stacked in the 3-jaw chuck and all bored simultaneously.
The slight 'doming' of the washers is not an illusion. The small degree of spring will act as a rather mild lock washer. Not one to be trusted with vibration but fine for this application.

Extra grub screw holes drilled and tapped 120° apart around the bosses of the toothed belt, drive pulleys. The extra grip provided will be useful in retaining the pulleys securely on their shafts. The grub screws are M4 and ridiculously long. Though they easily miss the large holes I made in the motor support plate. The invisible 'third' screw in each pulley is the original length.
I could shorten the grub screws for cosmetic reasons but can't really see the point. I'd also lose the crater tips unless I re-drilled the ground off tip. Or, I could simply order some more screws of the correct length. I suppose they do a look a bit silly on the smaller pulleys. If I drill dimples in the worm shafts for extra grip that would help to solve the larger pulley, screw length problem.
I could shorten the grub screws for cosmetic reasons but can't really see the point. I'd also lose the crater tips unless I re-drilled the ground off tip. Or, I could simply order some more screws of the correct length. I suppose they do a look a bit silly on the smaller pulleys. If I drill dimples in the worm shafts for extra grip that would help to solve the larger pulley, screw length problem.
To obtain the 120° radial spacing I used a spacer under each jaw of the 3-jaw lathe chuck in turn. Then marked the boss with a sharp lathe tool in the tool holder. The pulleys were held gently in the machine vice on the pillar drill's table. Alignment for the radial drilling on the new pillar drill was started by eye ensuring the drill would pass straight through the bore diametrically. I started with a tiny 1mm drill [1/25th"] in the pin chuck in the big drill's main chuck to make the pilot holes. Followed by large drills to get the M4 matching screw size bore. 3.2mm seemed to work well enough with the 1st taper tap.
I am very pleased with the smoothness and perfect concentricity of the big, new, pillar drill. It makes using even the tiniest drills effortless at the highest speed. [2740rpm] My 30 year old pillar drill chuck always wobbled eccentrically. Making it a lottery where the drill would start unless I center punched first. I promise to clean off the swarf before putting the pulleys to use.
*