*
The first image shows the relative sizes of the RA and Declination drives. The tooth count is the same [287t] but the change in diameter of the wormwheel forces a changed pitch on the worm. Usually a standard thread pitch will be decided and the wheel circumference made to match. If the wheel blank diameter is made too small then the teeth will be crowded and may overlap where they join. Too large and a gap will exist between the last two teeth to be cut. Neither fault will favour the poor worm nor allow precise drive rates.
Usually a standard thread pitch will be decided and the wheel circumference made to match. If the wheel blank diameter is made too small then the teeth will be crowded and may overlap where they join. Too large and a gap will exist between the last two teeth to be cut. Neither fault will favour the poor worm nor allow precise drive rates.The best work is gashed first with a precision dividing head in a milling machine or specialist gear wheel cutter. The amateur's method of hobbing by simultaneously dragging the wormwheel with a thread cutting tap is apt to go astray on tooth count and pitch. Professional work will drive the wormwheel at the correct speed relative to the cutting hob to follow the pitch precisely. The machinery and hobs are costly. Even if the amateur tries to copy the large worm size in a standard ACME tap it will be an expensive exercise.
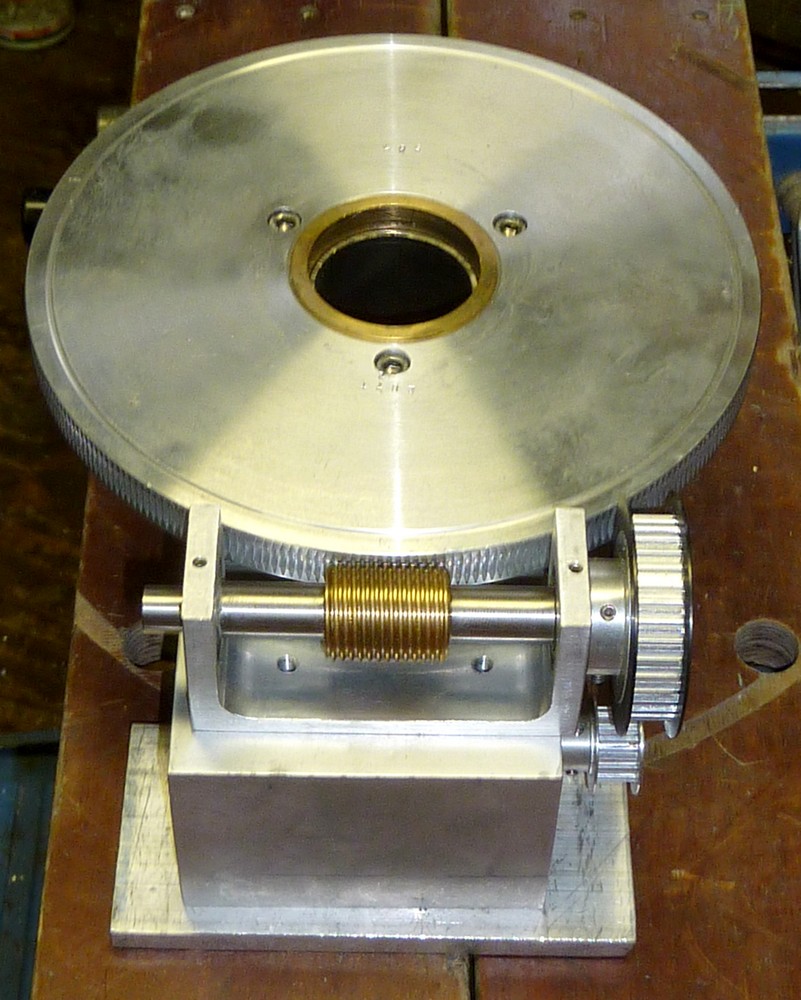
The 8.5" wormwheel is resting on a stump of 50mm OD tube to bring it up to the correct height. A proper wormwheel has only one exact height of worm due to the radius of the tool or hob with which it cut. The teeth should also be leaning over to exactly match the pitch angle of the worm.
A straight cut, spur gear is a very poor wormwheel substitute. Because it forces the worm to tilt over and the number of fully engaged teeth is minimal. This can easily cause backlash.
Some worms are taken to diablo form to engage the maximum number of active teeth. Which tends to average out over the number of teeth for minimum periodic error. Attempting to reproduce such a design by lapping with grinding paste might easily ruin a costly worm and wheel. Straight sided worms seem to be the norm and are perfectly acceptable.
Note how quickly aluminium components become finger-marked. The material is also relatively soft so prone to accidental marking and damage. Great care is required when using my chain hoist not to damage the aluminium.
I spent the afternoon making a new motor plate and main support plate for the declination axis in 10mm aluminium. I was rather too generous with the length of the main plate and found the 11" RA wormwheel was obstructed by its length. Cutting it 10mm shorter solved the problem but meant a dismantling of the just rebuilt declination axis housing.
I will also have to buy some new 16mm galvanized studs. I had simply cut the meter lengths in half when I first started on the project. The polar axis eventually ended up shorter than the declination housing. Adding the 10mm base plate made the studs too short for comfort. The large, brass, domed nuts also use up a lot more thread length than standard nuts. I could revert to using 16mm stainless steel nuts but prefer the rust prone ends of the studs to be suitably covered.
Factored in with the total cost of the mounting then four new studs are hardly going to break the bank. Any commercial Goto mounting with the weight carrying capacity of my build would cost literally thousands. Though most amateurs would probably not want the mounting I have built. That is a matter of taste. I didn't have the funds to buy a large commercial mounting. So did what I usually do. I built my own.
Click on any image for an enlargement.
*
No comments:
Post a Comment